stamp@sapfir.eu
с 9:00 до 18:00 пн-пт
+7 (495) 997-95-77
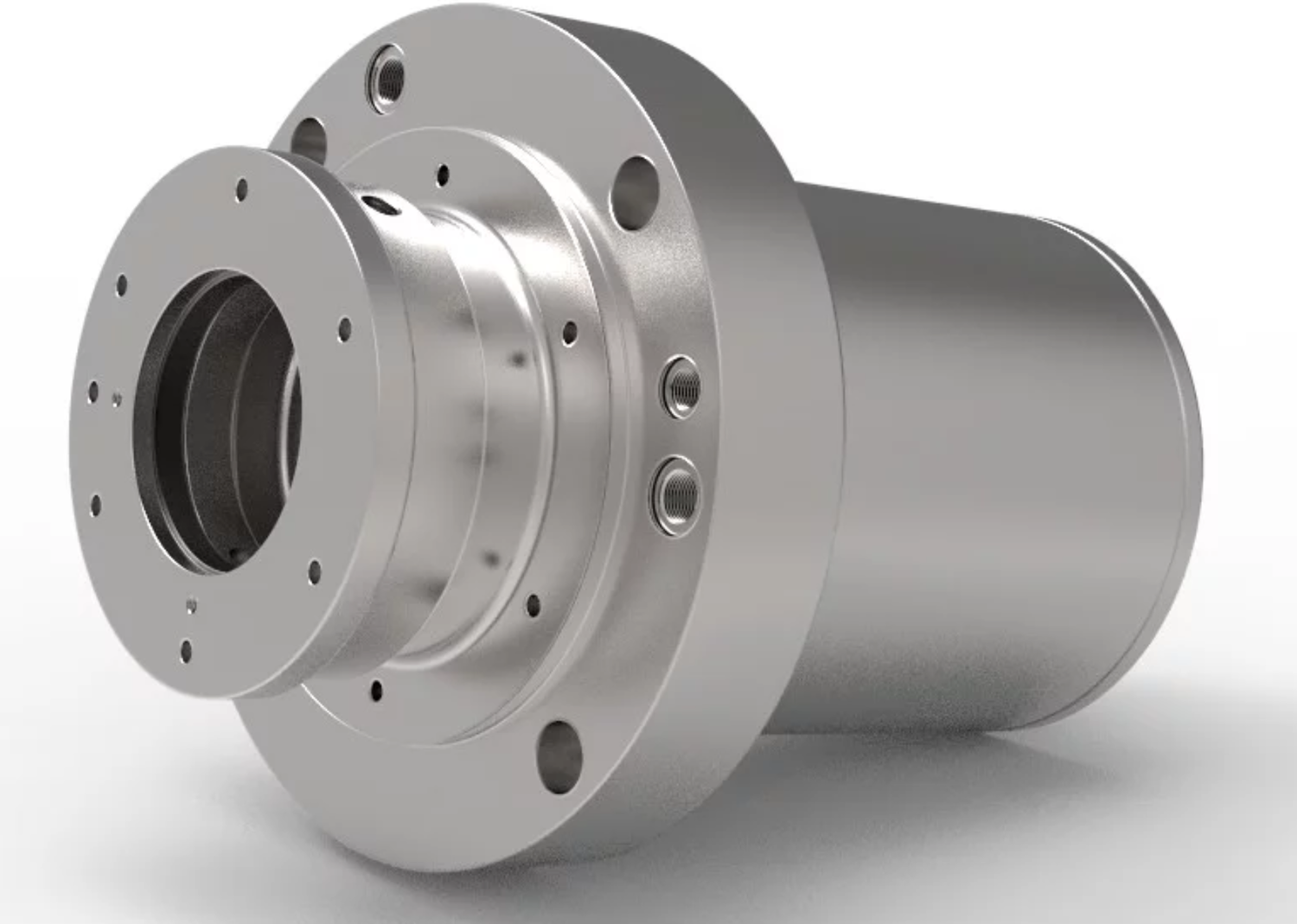
Разработка и производство систем базирования
Точность до микрона.
Нулевые точки обеспечивают повторяемость позиционирования до 0.002 мм, что критично для аэрокосмоса, медицины и прецизионной обработки
Автоматические системы сокращают время смены заготовок с 30 минут до 30 секунд, увеличивая загрузку станков
Окупаемость за 6-12 месяцев Внедрение снижает себестоимость обработки на 15-30% за счёт сокращения простоев и повышения точности
Универсальность Совместимы с большинством ЧПУ (Fanuc, Siemens) и роботами (KUKA, FANUC) — один стандарт для всего парка оборудования
Защита от ошибок Встроенные датчики контролируют усилие зажима и положение, исключая брак из-за человеческого фактора
Назначение систем базирования для станков с ЧПУ
Назначение и задачи систем базирования
Решаемые проблемы:
✔ Неточность позиционирования заготовок
✔ Длительная переналадка между операциями
✔ Брак из-за человеческого фактора
✔ Невозможность повторения точных операций
Основные функции:
1. Точное позиционирование заготовки в рабочей зоне станка
2. Надёжная фиксация во время обработки
3. Быстрая смена деталей без повторной настройки
4. Обеспечение повторяемости для серийного производства
Виды систем базирования
1. Механические системы
- Прижимные плиты с Т-пазами
- Установочные штифты и призмы
- Модульные крепления (SCHUNK, Lang)
Применение: Универсальные фрезерные работы
2. Пневматические системы
- Быстросменные зажимы с воздушным приводом
- Давление: 4-6 бар
Преимущества: Высокая скорость смены (до 15 сек)
3. Гидравлические системы
- Мощные зажимы (до 10 тонн)
- Давление: 60-120 бар
Применение: Тяжёлые заготовки, черновая обработка
4. Магнитные системы
- Электромагнитные плиты
- Вакуумные прижимы
Особенности: Для тонкостенных деталей



Принцип работы и технология






Принцип работы
1. Подготовка
- Заготовка устанавливается на оснастку
- Позиционируется по базовым поверхностям
2. Фиксация
- Автоматические зажимы срабатывают по команде ЧПУ
- Датчики подтверждают правильное положение
3. Обработка
- Станок выполняет программу
- Система гасит вибрации
4. Смена
- Зажимы размыкаются
- Готовая деталь заменяется новой
Выбор системы базирования
| Критерий | Механическая | Пневматическая | Гидравлическая |
|--------------------|------------------|--------------------|--------------------|
| Точность | ±0,02 мм | ±0,01 мм | ±0,005 мм |
| Время смены | 2-5 мин | 10-30 сек | 30-60 сек |
| Макс. нагрузка | 500 кг | 2 т | 10 т |
| Стоимость | Низкая | Средняя | Высокая |
Интеграция в станки с ЧПУ и роботизированные системы


2. Подключение к роботизированным системам
2.1. Варианты стыковки
| Тип робота | Способ интеграции | Примеры |
|----------------------|--------------------------------|--------------------------|
| Стандартный манипулятор (KUKA, FANUC) | PROFIBUS/Digital I/O | Загрузка паллет EROWA |
| Коллаборативный (cobot) | Ethernet/IP | Universal Robots + Schunk |
| Спецрешения (AGV + робот) | OPC UA | Mobile pallet systems |
2.2. Типовые технологические цепочки
1. Робот-загрузчик снимает готовую деталь → устанавливает новую заготовку
2. Система ЧПУ автоматически определяет позицию → запускает программу
3. MES-система фиксирует параметры обработки
Временные показатели:
- Смена паллеты: 3-15 сек
- Точность позиционирования: ±0.02 мм
3. Отраслевые решения
3.1. Для аэрокосмоса
- Задача: Обработка крупногабаритных деталей с ±0.005 мм
- Решение:
- Гидравлические нулевые точки SMW-Autoblok
- Робот KUKA KR 1000 Titan с силовым позиционированием
3.2. Для автопрома
- Задача: Массовое производство с тактом 90 сек
- Решение:
- Конвейер паллет System 3R + FANUC M-20iD
- RFID-метки для идентификации заготовок
3.3. Для медицины
- Задача: Микрообработка имплантов
- Решение:
- Компактные паллеты EROWA с лазерной верификацией
- Коллаборативный робот UR10e
Автоматизация производства
- Создание роботизированных ячеек с паллетообменом
- Внедрение систем контроля качества
Выгоды внедрения
| Показатель | До внедрения | После внедрения | Эффект |
|----------------------|------------------|---------------------|------------|
| Время переналадки | 15-30 минут | 30-60 секунд | До 30x быстрее |
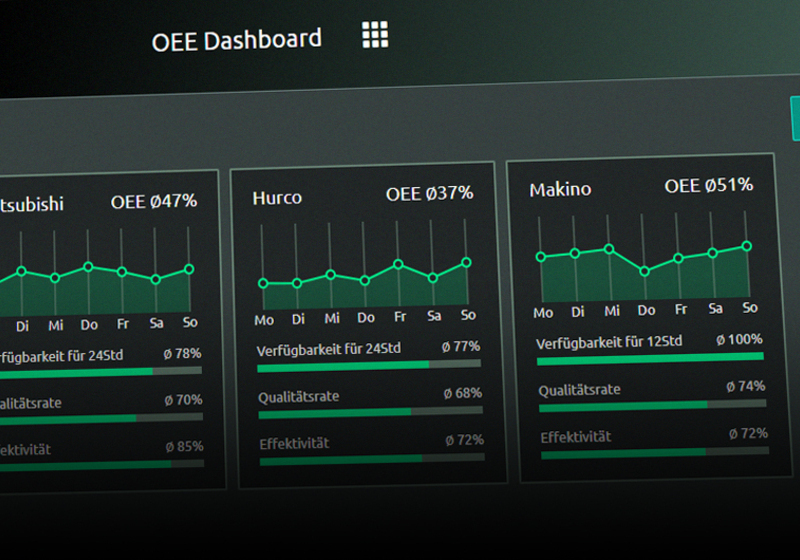
| Загрузка оборудования | 50-60% | 85-90% | +40% выработки |
| Точность обработки | ±0,05 мм | ±0,01 мм | Качество +5x |
| Травмоопасность | Высокая | Минимальная | Безопасность |
Дополнительные преимущества:
✔ Снижение себестоимости обработки на 15-25%
✔ Возможность работы в "темном цеху" (lights-out manufacturing)
✔ Быстрая окупаемость (6-18 месяцев)
1. Автоматизированная интеграция с ЧПУ
1.1. Аппаратное подключение
- Стандартные интерфейсы:
- Цифровые I/O (входы/выходы) для управления зажимами
- Промышленные шины (PROFINET, EtherCAT, DeviceNet)
- Специализированные решения:
- Готовые кабельные комплекты для Fanuc, Siemens, Haas
- Адаптеры для устаревших моделей станков
1.2. Программная настройка
- Типовые сценарии:
g-code
M210 – Активация пневмозажима
M211 – Смена паллеты
G54-G59 – Рабочие системы координат
- Кастомизация:
- Разработка макросов под нестандартные операции
- Интеграция с CAM-системами (Mastercam, PowerMill)
1.3. Контроль процесса
- Датчики положения (inductive, optical)
- Мониторинг усилия зажима (до 0.1% точности)
- Аварийные сценарии (разжим при отключении питания)
4. Этапы внедрения
1. Аудит
- Анализ техпроцессов
- Подбор точек интеграции
2. Проектирование
- 3D-моделирование оснастки
- Разработка электрических схем
3. Пусконаладка
- Тестовые циклы без деталей
- Калибровка датчиков
4. Обучение
- Инструктаж операторов
- Передача документации
5. Почему клиенты выбирают нас
✅ Готовые библиотеки постпроцессоров для 20+ моделей ЧПУ
✅ Собственный парк оборудования для тестирования решений
✅ Сертифицированные специалисты (Fanuc, Siemens, KUKA)
✅ Гарантия 36 месяцев на системы базирования
Хотите автоматизировать производство?
➡ Мы проведём технический аудит и предложим варианты интеграции!
Дополнительные материалы:
- Сравнительная таблица "Ручная vs автоматическая загрузка"
- Кнопка "Рассчитать стоимость проекта"
Особенности подготовки производства и применения
Особенности подготовки производства и применения систем базирования для ЧПУ
1. Подготовка производства
1.1. Технический аудит
- Анализ парка станков (тип, модель, рабочий диапазон)
- Изучение номенклатуры деталей (габариты, материалы, точность)
- Определение циклограммы обработки
1.2. Проектирование оснастки
Этапы разработки:
1. 3D-моделирование (SolidWorks, Inventor) с привязкой к станку
2. Расчёт нагрузок (вибрации, усилия резания, термическое воздействие)
3. Выбор материалов (закалённая сталь, алюминиевые сплавы, композиты)
Критические параметры:
- Допуск позиционирования (±0.005...0.02 мм)
- Жёсткость конструкции (минимум деформаций при нагрузке)
- Совместимость с СОЖ и температурным режимом
1.3. Изготовление и тестирование
- Механообработка на прецизионных станках (точность до IT5)
- Контроль геометрии (координатные машины, лазерные сканеры)
- Пробный запуск на реальных деталях
2. Особенности применения
2.1. Для разных типов обработки
| Процесс | Рекомендуемая система | Специфика |
|-------------------|---------------------------------|--------------------------------|
| Фрезерование | Пневмозажимы + конусные штифты | Защита от вибраций |
| Токарная | Гидравлические кулачки | Учёт центробежных сил |
| Гравировка | Вакуумные плиты | Фиксация тонкостенных деталей |
| 5-осевая | Модульные паллеты (EROWA) | Динамическая балансировка |
2.2. Режимы эксплуатации
- Серийное производство:
- Автоматические паллетообменники
- Износостойкие материалы оснастки
- Мелкосерийное:
- Быстропереналаживаемые модульные системы
- Цифровая маркировка позиций
- Высокоточные операции:
- Температурная стабилизация (20±1°C)
- Виброгасящие демпферы
3. Практические рекомендации
3.1. Для внедрения
1. Постепенная интеграция – начать с 1-2 станков
2. Обучение операторов – работа с датчиками, экстренный разжим
3. Документирование – карты наладки для каждой детали
3.2. Для обслуживания
- Ежедневно: Очистка направляющих от стружки
- Еженедельно: Проверка усилия зажима
- Раз в год: Калибровка позиционирования



4. Кейсы внедрения
4.1. Автомобильный кластер
- Задача: Обработка корпусов КПП (чугун, 120 кг)
- Решение: Гидрозажимные паллеты с точностью ±0.01 мм
- Результат:
- Время смены сокращено с 25 до 2 минут
- Брак снижен с 3% до 0.2%
4.2. Авиакосмическая отрасль
- Задача: Фрезеровка лопаток турбин (титан, ±0.005 мм)
- Решение: Магнитная система с активным охлаждением
- Результат:
- Вибрации уменьшены на 70%
- Допуск выдержан в 98% случаев
5. Ошибки при внедрении
❌ Неучёт тепловых деформаций – приводит к расбалансировке
❌ Экономия на материалах – быстрый износ направляющих
❌ Отказ от пробных тестов – невыявленные проблемы в серии
Нужна помощь в подготовке производства?
➡ Мы проведём аудит и предложим индивидуальное решение!
[Кнопка "Заказать расчёт"]
[Кнопка "Скачать руководство по внедрению"]
Дополнения для сайта:
- Интерактивный чек-лист для самодиагностики
- FAQ по частым проблемам
- Сравнительная таблица "Ручная vs автоматическая наладка"
Выгоды внедрения и применения
3. Примеры внедрения
3.1. Фрезерный станок Haas VF-2 с APC
- Интеграция: Пневмопаллеты + штатный паллетообменник.
- Результат:
- Время смены – 15 сек.
- Производительность +40%.
3.2. Роботизированная ячейка (KUKA + DMG Mori)
- Интеграция: Пневмозажимы + датчики через PROFINET.
- Результат:
- Полная автономность (24/7).
- Точность позиционирования ±0.02 мм.
Преимущества внедрения
Для производства:
- Сокращение времени переналадки на 80%
- Увеличение точности в 3-5 раз
- Снижение брака до 1%
Для экономики:
- Окупаемость за 4-12 месяцев
- Экономия на оснастке до 30%
Для персонала:
- Упрощение работы оператора
- Повышение безопасности
5. Вывод: когда выбирать пневматику?
- Для средних нагрузок (1–2 т) и высокой скорости.
- При ограниченном бюджете (дешевле гидравлики в 2–3 раза).
- Для чистых помещений (нет масла, как в гидравлике).
Где не подойдет:
- Для тяжелых заготовок (>3 т) – лучше гидравлика.
- Для сверхвысоких точностей (<±0.005 мм) – EROWA/System 3R.
Совет: Перед внедрением проведите тест на совместимость с вашим ЧПУ. Производители (например, SCHUNK) часто предоставляют готовые конфигурации под популярные станки.
2.2. Для экономики
- Снижение себестоимости – меньше оплачиваемых простоев.
- Окупаемость – системы типа Haas APC окупаются за 6–12 месяцев.
- Экономия на оснастке – унификация паллет под разные задачи.
2.3. Для персонала
- Упрощение работы – минимум ручных операций.
- Безопасность – нет риска травм при подъеме тяжелых заготовок.
Продукция и стоимость
4. Штревели и переходные плиты
Назначение: Адаптация оснастки под разные станки.
Ассортимент:
- Стандартные штревели (DIN 69880, HSK)
- Для крепления паллет на стол станка
- Переходные плиты с Т-пазами
- Универсальное базирование
- Компенсационные кольца
- Устранение перекосов
Материалы:
- Закалённая сталь (HRC 50+)
- Алюминиевые сплавы для лёгких систем
5. Дополнительная оснастка
5.1. Прижимные устройства
- Гидравлические прихваты
- Пневмокулачки для токарных станков
5.2. Системы охлаждения оснастки
- Термостабилизированные плиты
- Каналы для СОЖ в паллетах
5.3. Датчики и автоматика
- Индуктивные датчики положения
- Системы мониторинга износа
6. Как выбрать оснастку?
1. Определите задачи:
- Точность (±0,01 мм или ±0,1 мм?)
- Тип обработки (фрезерная, токарная, 5-осевая)
2. Учитывайте параметры станка:
- Размер стола, тип ШВП (BT, HSK, CAT)
- Наличие автоматической смены паллет
3. Подберите материал оснастки:
- Сталь – для тяжелых режимов
- Алюминий – для быстрой переналадки
Виды продукции для станков с ЧПУ: нулевые точки, паллеты, тиски и оснастка
1. Нулевые точки и системы позиционирования
Назначение: Точная фиксация заготовки и инструмента с повторяемостью до 0,002 мм.
Популярные решения:
- EROWA Jig 3D+
- Конусные штифты ISO 10/20/30
- Для микрообработки и 5-осевых станков
- System 3R Macro
- Шариковые замки (Ball-Lock)
- Совместимость между станками
- SMW-Autoblok ZP
- Гидроприводные нулевые точки
- Нагрузка до 5 тонн
Применение: Прецизионная обработка, медицина, авиакосмос.
2. Быстросменные паллеты
Назначение: Автоматизация смены заготовок без переналадки.
Типы паллетных систем:
| Тип | Характеристики | Примеры |
|-----------------------|---------------------------------------|----------------------------|
| Механические | T-пазы, прижимные болты | Lang T-Slot |
| Пневматические | Фиксация за 10 сек, давление 6 бар | SCHUNK VERO-S NSL |
| Гидравлические | Усилие до 10 т, для тяжелых деталей | AMF QuickPoint |
| Магнитные | Для тонкостенных заготовок | MAGNA-LOCK |
Преимущества:
- Время смены от 5 секунд
- Совместимость с роботами-загрузчиками
3. Тиски для ЧПУ
Назначение: Жёсткая фиксация заготовок при фрезеровании.
Основные виды:
- Модульные тиски (Schunk, Kurt)
- Быстрая переналадка
- Зажимное усилие до 50 кН
- Пневматические тиски
- Управление от ЧПУ
- Для серийного производства
- Высокоточные тиски с микрометрической регулировкой
- Повторяемость ±0,005 мм
Для особых задач:
- Узкие тиски для мелких деталей
- Поворотные тиски для 5-осевой обработки
7. Наши услуги по оснащению
- Бесплатный подбор оборудования под ваш станок
- Изготовление нестандартной оснастки по чертежам
- Поставка комплектующих (штифты, зажимы, датчики)
Нужна консультация?
➡ Отправьте параметры вашего производства – подберём оптимальный комплект!
Услуги для предприятий
Услуги для предприятий по внедрению систем базирования и автоматизации производства
1. Комплексные решения для вашего производства
1.1. Проектирование и изготовление оснастки
- Разработка индивидуальных систем базирования под ваши детали и станки
- 3D-моделирование с учётом технологических требований (жёсткость, точность, нагрузка)
- Производство на современном оборудовании (точность до 0,005 мм)
Примеры:
✔ Пневматические паллеты для фрезерных центров
✔ Гидравлические зажимы для тяжёлых заготовок
✔ Магнитные плиты для тонкостенных деталей
1.2. Интеграция с ЧПУ и автоматизация
- Подключение к системам управления (Fanuc, Siemens, Heidenhain)
- Настройка программных циклов (M-коды, макросы)
- Внедрение датчиков контроля положения и усилия зажима
Результат:
- Смена заготовок без остановки станка
- Минимизация человеческого фактора
1.3. Модернизация станочного парка
- Установка автоматических паллетообменников (APC)
- Создание роботизированных ячеек (KUKA, FANUC)
- Организация паллетных потоков для серийного производства
2. Специализированные услуги
2.1. Для серийного производства
- Оптимизация времени переналадки (с 30 мин → до 30 сек)
- Унификация оснастки под разные детали
2.2. Для высокоточной обработки
- Системы с повторяемостью ±0,002 мм
- Температурная компенсация
2.3. Для тяжёлых условий
- Защита от вибраций и ударных нагрузок
- Износостойкие материалы
3. Этапы сотрудничества
1. Аудит производства (бесплатно)
- Выезд специалиста
- Анализ техпроцессов
2. Техническое предложение
- 3D-визуализация решения
- Расчёт экономического эффекта
3. Изготовление и тестирование
- Контроль качества на каждом этапе
4. Пусконаладка и обучение
- Монтаж на вашем оборудовании
- Инструктаж персонала
5. Гарантийное и постгарантийное обслуживание
4. Выгоды для вашего предприятия
| Показатель | До внедрения | После внедрения |
|----------------------|------------------|---------------------|
| Время переналадки | 15–60 мин | 0,5–5 мин |
| Точность обработки | ±0,05 мм | ±0,01 мм |
| Загрузка оборудования | 50–70% | 85–95% |
| Брак | 3–8% | 0,2–1% |
Дополнительные преимущества:
- Снижение себестоимости на 15–30%
- Возможность работы в 3 смены без оператора
- Быстрая окупаемость (4–18 месяцев)
5. Наши клиенты
- Автопром: обработка корпусов, валов, шестерён
- Авиакосмос: лопатки турбин, элементы шасси
- Медицина: импланты, хирургические инструменты
- Энергетика: детали турбин, корпуса подшипников
6. Почему выбирают нас?
✅ Опыт 20+ лет в машиностроении
✅ Собственное производство оснастки
✅ Гарантия на оборудование 24 месяца
✅ Под ключ – от проекта до внедрения
Готовы увеличить производительность?
➡ Оставьте заявку – рассчитаем решение за 1 день!
Остались вопросы?
Мы готовы ответить на них.
Заполните форму обратной связи, указав все необходимые данные и ваш вопрос.
Офис
- г. Москва, проспект Маршала Жукова, д.2 стр.2, 603, 123308
Производство
- г. Москва, поселение Краснопахорское, квартал № 171