stamp@sapfir.eu
с 9:00 до 18:00 пн-пт
+7 (495) 997-95-77
Процесс вулканизации
Компания "3Д-МП" специализируется на разных видах гравировки. Производство компании оснащено современными фрезерно-гравировальными станками, оснащенными сЧПУ.
В работе используются уникальные методики гравировки. Применяется твердосплавный инструмент как собственного производства, так и ведущих мировых производителей.В качестве заготовок используются материалы разных групп и марок: латунь, сталь, пластик и другие.
Гравиро́вка (гравирование) (нем. gravieren, фр. graver — вырезать на чём-либо) — нанесение рисунка, надписи, орнамента, ручным или механическим способом на поверхности металла, камня, дерева, стекла. Один из древнейших способов обработки материала резанием. При этом рисунок может быть выпуклым (рельефным) или углублённым.
Процесс и технология
Вулканизация – это процесс сшивания молекул силиконового каучука, приводящий к образованию трехмерной полимерной сетки. В результате смесь переходит из пластичного состояния в эластичное, приобретая прочность, термостойкость и другие эксплуатационные свойства.
Вулканизация силиконовых смесей – ключевой этап придания им конечных свойств. Выбор метода зависит от состава, требуемых характеристик и условий переработки. Наиболее распространены пероксидная и платиновая вулканизация, тогда как конденсационная используется для герметиков и клеев.
Основные методы вулканизации силиконов
В зависимости от состава смеси и условий обработки применяют:
A. Пероксидная вулканизация
- Используется для твердых силиконовых каучуков (HCR).
- В состав вводят органические пероксиды (например, дикумилпероксид, бис(2,4-дихлорбензоил)пероксид).
- При нагреве (обычно 150–200°C) пероксиды распадаются на свободные радикалы, инициирующие сшивание.
- Преимущества: высокая прочность, термостойкость.
- Недостатки: возможны побочные продукты разложения.
B. Платиновая (гидридная) вулканизация (для LSR – жидких силиконов))
- Основана на реакции гидридсилоксанов (Si-H) с винилсодержащими группами (Si-CH=CH₂) в присутствии катализатора на основе платины.
- Протекает при температурах 100–150°C (может идти и при комнатной температуре для некоторых составов).
- Преимущества: отсутствие побочных продуктов, высокая скорость, точность формования.
- Недостатки: чувствительность к примесям (сера, амины могут отравить катализатор).
C. Конденсационная вулканизация (RTV – силиконы)
- Применяется для одно- и двухкомпонентных силиконовых герметиков.
- Проходит при комнатной температуре или при небольшом нагреве.
- Основные механизмы:
- Ацетоксильная (с выделением уксусной кислоты) – на основе силанов с концевыми ацетоксигруппами.
- Оксимная (с выделением оксима) – менее коррозионная.
- Алкоксильная (с выделением спирта) – для электроники.
Факторы, влияющие на процесс:
- Температура – ускоряет реакцию, но может вызывать деструкцию.
- Время – зависит от метода (от нескольких секунд для LSR до часов для RTV).
- Давление – важно при прессовании для предотвращения пор.
- Влажность – критична для конденсационных силиконов.



Этапы вулканизации
1. Подготовка смеси – смешивание базового полимера, наполнителей, катализаторов и добавок.
2. Формование – заливка в пресс-форму, экструзия или нанесение на поверхность.
3. Сшивание – нагрев или выдержка при комнатной температуре для активации реакции.
4. Пост-вулканизация (опционально) – дополнительный прогрев для завершения реакции и улучшения свойств.
Применение вулканизированных силиконов:
- Автомобильная промышленность (уплотнители, шланги).
- Медицина (имплантаты, трубки).
- Электроника (герметики, изоляторы).
- Пищевая промышленность (формы, прокладки).
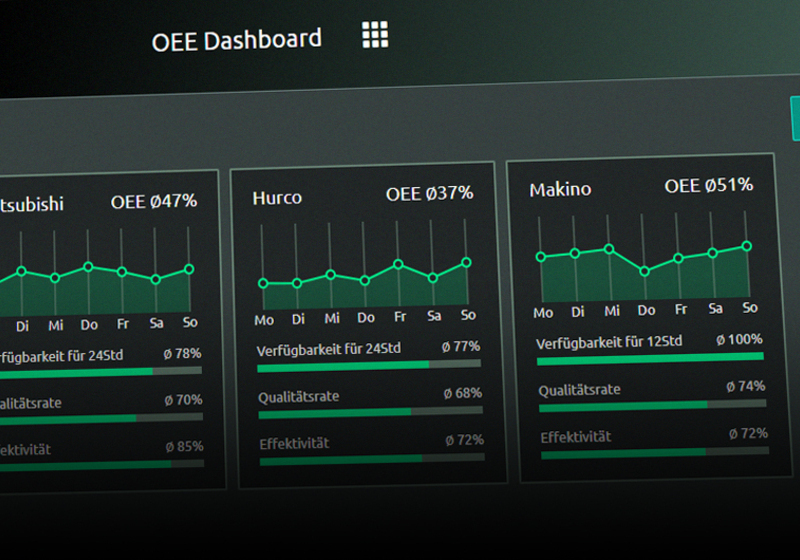
Оборудование и возможности производства
Производство силиконовых изделий включает несколько этапов: подготовку смеси, формование, вулканизацию и постобработку. В зависимости от типа силикона (HCR, LSR, RTV) и конечного продукта используется разное оборудование.






1. Литье под давлением (LSR, LIM – Liquid Injection Molding)
- Машины литья под давлением – двухкомпонентные, с точной дозировкой катализатора и основы.
- Пресс-формы – с подогревом (100–200°C) для активации платиновой вулканизации.
- Роботизированные комплексы – для автоматической загрузки и извлечения изделий.
2. Прессование (HCR – твердые силиконы)
- Гидравлические прессы (100–200°C, давление 50–200 бар).
- Компрессионные формы – для изготовления уплотнителей, прокладок.
- Автоматические линии – для массового производства.
3. Экструзия (профили, трубки, шланги)
- Червячные экструдеры – с подогревом зон (80–120°C).
- Горячеканальные головки – для сложных профилей.
- Туннельные печи вулканизации – непрерывный прогрев после экструзии.
4. Заливка и нанесение (RTV-силиконы, герметики)
- Дозирующие машины (статическое и динамическое смешение для 2К-силиконов).
- Автоматические аппликаторы – для точного нанесения герметиков.
- Камеры полимеризации – с контролем влажности и температуры.
C. Оборудование для вулканизации
- Печи и термокамеры – для пероксидной вулканизации (150–250°C).
- ИК-нагрев и УФ-отверждение – для ускорения процесса.
- Микроволновые установки – для равномерного прогрева толстостенных изделий.
D. Постобработка и контроль качества
- Обрезка и очистка – лазерная, гидроабразивная, механическая.
- Контрольные стенды – проверка герметичности, твердости, прочности.
- Упаковочные автоматы – для готовой продукции.
Основные типы оборудования:
A. Оборудование для смешения и подготовки силиконовых составов
Перед формованием силиконовую смесь необходимо тщательно подготовить:
- Смесители (закрытые и открытые)
- Двухвалковые смесители – для твердых силиконов (HCR), перемешивание с наполнителями и пероксидами.
- Планетарные смесители – для жидких силиконов (LSR), обеспечивают гомогенность без пузырьков.
- Диспергаторы и гомогенизаторы – для тонкого измельчения наполнителей.
- Фильтрация и дегазация
- Вакуумные дегазаторы – удаление воздушных пузырьков из LSR перед заливкой.
- Фильтры высокого давления – очистка от примесей.
B. Оборудование для формования
2. Возможности производства
В зависимости от оборудования можно изготавливать:
A. Мелкосерийное и прототипное производство
- Литье в силиконовые формы (для прототипов).
- Ручная заливка 2К-силиконов.
B. Серийное и массовое производство
- Автоматизированные линии для LSR-литья (до 100 000 изделий в смену).
- Непрерывная экструзия силиконовых профилей.
C. Сложные и высокоточные изделия
- Микроэлектроника (уплотнения, изоляторы).
- Медицинские имплантаты (биосовместимые силиконы).
- Автомобильные детали (сальники, манжеты).
3. Тренды и инновации
- 3D-печать силиконом – технологии прямого нанесения (DLP, экструзионные методы).
- Гибридные материалы – силиконы с термопластами (мягко-жесткие конструкции).
- Экологичные составы – без платины, на биоразлагаемых наполнителях.
Оборудование позволяет производить силиконовые изделия любого уровня сложности – от медицинских компонентов до крупных промышленных деталей. Выбор технологии зависит от типа силикона, тиража и требований к точности.
Материалы и смеси


Типы силиконовых смесей:
A. Твердые силиконовые каучуки (HCR – High Consistency Rubber)
- Состав: высокомолекулярный PDMS + аэросил + пероксид.
- Свойства: прочность, термостойкость (до 300°C).
- Применение: уплотнения, шланги, формы для выпечки.
B. Жидкие силиконы (LSR – Liquid Silicone Rubber)
- Состав: винилсодержащий силикон + платиновый катализатор + гидридный сшиватель.
- Свойства: текучесть, быстрое отверждение, биосовместимость.
- Применение: медицинские изделия, электронные компоненты.
C. Силиконовые герметики (RTV – Room Temperature Vulcanizing)
- 1К-RTV: отверждаются влагой воздуха (ацетоксильные, алкоксильные).
- 2К-RTV: двухкомпонентные (смешиваются перед использованием).
- Применение: герметизация, литьевые формы, проклейка стекол.
D. Специальные смеси
- Термопроводящие – с добавлением нитрида бора, оксида алюминия.
- Электропроводящие – с углеродными наполнителями.
- Светоотверждаемые – для 3D-печати (УФ-силиконы).
Силиконовые смеси состоят из базового полимера, наполнителей, вулканизирующих агентов и модифицирующих добавок. Их состав определяет свойства конечного продукта – эластичность, термостойкость, прочность, химическую инертность и др.
Основные компоненты силиконовых смесей:
A. Базовые силиконовые каучуки
Основу смеси составляют полиорганосилоксаны с разной молекулярной массой и структурой:
- Полидиметилсилоксан (PDMS) – наиболее распространенный, с высокой эластичностью и гидрофобностью.
- Полиметилфенилсилоксан (PMPS) – улучшенная термо- и радиационная стойкость.
- Полидифенилсилоксан – повышенная механическая прочность.
- Винилсодержащие силиконы – для платиновой вулканизации (LSR).
- Фторсиликоны – химическая стойкость к топливам и маслам.
B. Наполнители
Используются для улучшения механических свойств и снижения стоимости:
- Аэросил (диоксид кремния) – повышает прочность, бывает гидрофобный и гидрофильный.
- Кварцевая мука, тальк, мел – удешевляют смесь, но снижают эластичность.
- Углеродные нанотрубки, графит – для электропроводящих силиконов.
- Стекловолокно, керамика – для термостойких композитов.
C. Вулканизирующие агенты
Зависит от типа вулканизации:
- Пероксиды (дикумилпероксид, пероксид бензоила) – для HCR.
- Платиновые катализаторы (комплексы Pt) – для LSR.
- Силаны (алкокси-, ацетокси-, оксимные) – для RTV-герметиков.
D. Добавки
- Пигменты (оксиды металлов, органические красители).
- Пластификаторы (силиконовые масла) – для мягкости.
- Антипирены (гидроксид алюминия) – снижают горючесть.
- Антистатики – для уменьшения накопления заряда.
- Биоциды – в медицинских и пищевых силиконах.
Тренды в разработке смесей:
- Биосовместимые силиконы – для имплантатов и протезов.
- Экологичные отвердители – без платины и пероксидов.
- Гибридные системы – силиконы + термопласты (TPE-S).
Современные силиконовые смеси позволяют создавать материалы с широким диапазоном свойств. Выбор компонентов зависит от метода переработки (литье, экструзия) и требований к конечному изделию (термостойкость, эластичность, электропроводность).
Области применения
Силиконы используются практически во всех отраслях промышленности благодаря своей уникальной комбинации свойств:
✅ Термостойкость (от -60°C до +300°C)
✅ Химическая инертность (стойкость к воде, маслам, УФ-излучению)
✅ Биосовместимость (нетоксичность, гипоаллергенность)
✅ Эластичность и долговечность (сохраняют свойства десятилетиями)
1. Промышленность и машиностроение
А. Автомобилестроение
- Уплотнители и прокладки (сальники, манжеты, клапанные крышки)
- Системы охлаждения (шланги, втулки)
- Электроизоляция (кабельные муфты, защитные кожухи)
- Антивибрационные компоненты (опоры двигателя, демпферы)
Б. Авиация и космос
- Термостойкие уплотнения для двигателей
- Защитные покрытия для электроники
- Амортизаторы в шасси самолетов
В. Электротехника и электроника
- Изоляционные материалы (кабельные оболочки, покрытия плат)
- Термопасты и теплопроводящие прокладки
- Кнопки и мембраны (в пультах, клавиатурах)
- Герметизация корпусов (водозащита смартфонов, датчиков)
2. Медицина и фармацевтика
А. Медицинские изделия
- Имплантаты (грудные протезы, искусственные хрусталики)
- Катетеры и дренажные трубки
- Респираторные маски и дыхательные мешки
Б. Лабораторное и фармацевтическое оборудование
- Прокладки для насосов
- Мембраны для фильтрации
- Уплотнения в стерильных системах
В. Протезирование и ортопедия
- Мягкие вставки в протезах
- Ортопедические стельки
- Реабилитационные тренажеры
3. Пищевая промышленность
А. Контакт с пищевыми продуктами
- Формы для выпечки и льда
- Прокладки в оборудовании (молокозаводы, пивоварни)
- Трубки для перекачки жидкостей
Б. Упаковка
- Клапаны в крышках (для сохранения свежести)
- Прокладки в термосах



4. Строительство и ремонт
А. Герметики и клеи
- Сантехнические герметики (аквариумы, душевые кабины)
- Оконные и фасадные уплотнители
Б. Формы для декора
- Лепнина и искусственный камень
- 3D-панели
5. Потребительские товары
А. Товары для дома
- Кухонные принадлежности (лопатки, прихватки)
- Чехлы для гаджетов
Б. Косметика и уход
- Кисти для макияжа
- Силиконовые маски
6. Инновационные применения
А. Гибкая электроника
- Растяжимые датчики (для носимых устройств)
- Мягкие роботы
Б. Энергетика
- Уплотнения в солнечных панелях
- Изоляция в аккумуляторах
В. 3D-печать
- Мягкие прототипы
- Биомедицинские модели
Остались вопросы?
Мы готовы ответить на них.
Заполните форму обратной связи, указав все необходимые данные и ваш вопрос.
Офис
- г. Москва, проспект Маршала Жукова, д.2 стр.2, 603, 123308
Производство
- г. Москва, поселение Краснопахорское, квартал № 171