stamp@sapfir.eu
с 9:00 до 18:00 пн-пт
+7 (495) 997-95-77
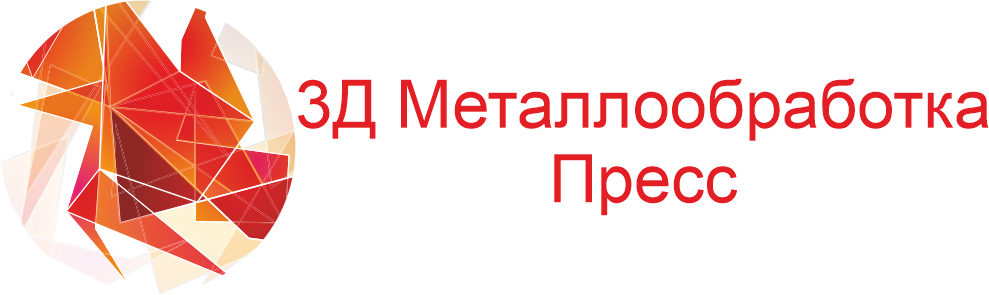
Обработка лопаток турбин
Высочайшая точность 5-осевая обработка на современных ЧПУ обеспечивает допуски до ±0,01 мм, что критично для аэродинамики и КПД турбин.
Сложная геометрия – без компромиссов Специализированные CAM-системы (Siemens NX, PowerMill) позволяют воспроизводить любые аэродинамические профили лопаток, включая охлаждающие каналы.
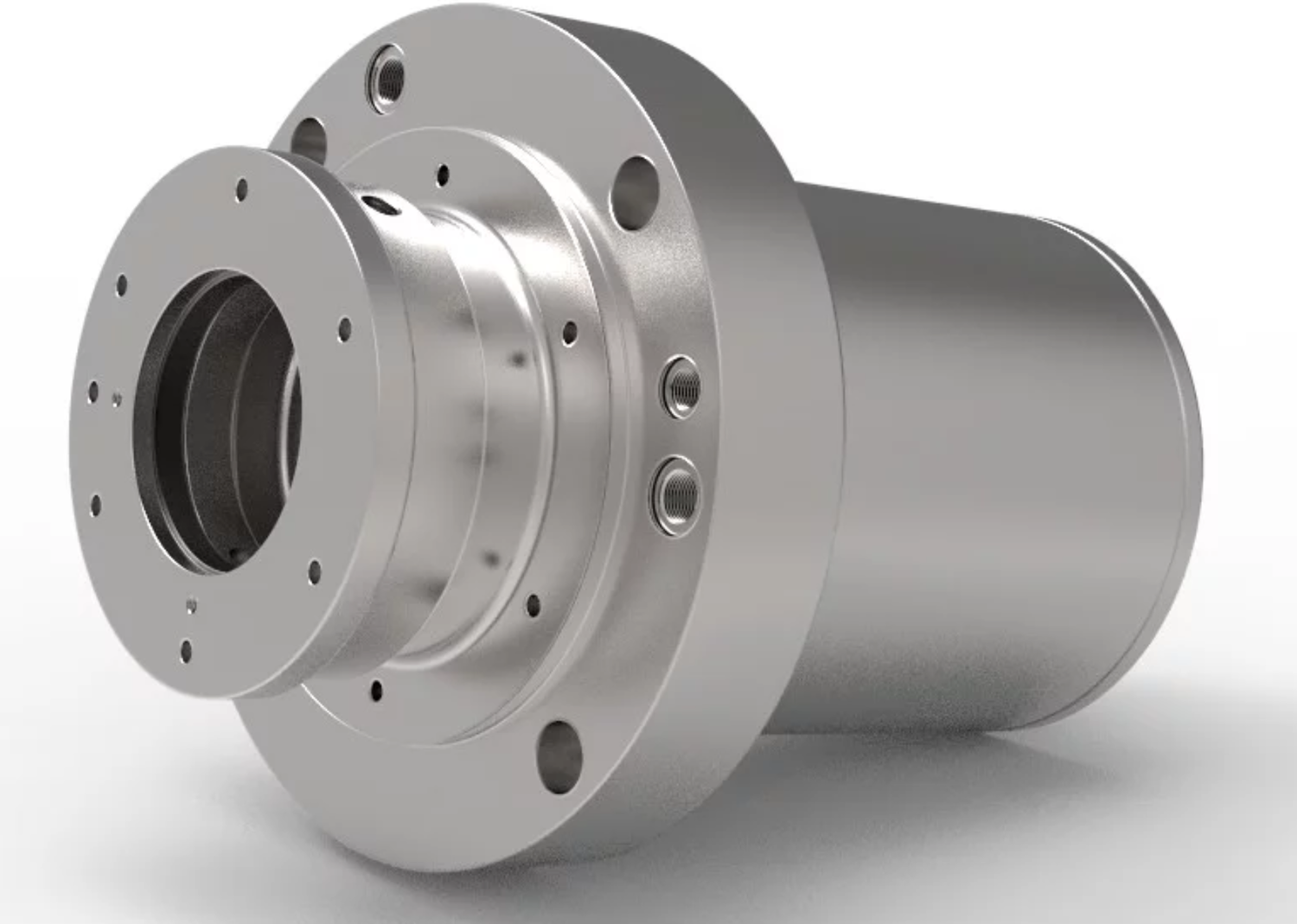
Полный контроль качества 3D-сканирование и координатные измерения на каждом этапе гарантируют соответствие чертежам и стандартам.
Индивидуальные решения Подбор оборудования (фрезерные, электроэрозионные, шлифовальные станки) и технологий под конкретный тип лопаток – от авиации до энергетики.
Работа с жаропрочными материалами Обработка никелевых (Inconel) и титановых сплавов с использованием износостойкого инструмента и оптимальных режимов резания.
Минимум ручного труда Автоматизированные циклы и роботизированные комплексы сокращают время обработки и исключают человеческие ошибки.
ЧТО МЫ ПРОИЗВОДИМ
Изготовление лопаток турбин

Инструменты

Услуги механической обработки на ЧПУ

Разработка и внедрение технологических процессов
Поставка и настройка оборудования
Обучение и техническая поддержка



Услуги производства
01 Разработка и производство оснастки для обработки лопаток турбин




02 Разработка технологии электроэрозионной обработки (ЭЭО) лопаток
1. Применяемые методы
03 Разработка технологии шлифования лопаток




04 Преимущества наших решений




Специальные технологии производства

Особенности обработки

ГОРНОДОБЫВАЮЩАЯ

НЕФТЕПЕРЕРАБАТЫВАЮЩАЯ

ГАЗОПЕРЕРАБАТЫВАЮЩАЯ

ДЕРЕВООБРАБАТЫВАЮЩАЯ

ПИЩЕВАЯ

НЕФТЕХИМИЧЕСКАЯ
Остались вопросы?
Мы готовы ответить на них.
Заполните форму обратной связи, указав все необходимые данные и ваш вопрос.
- г. Москва, проспект Маршала Жукова, д.2 стр.2, 603, 123308
- г. Москва, поселение Краснопахорское, квартал № 171